


Вентилятор продувки пленки OEM промышленный demoulding
Процесс продувки пленки в OEM промышленном demoulding часто недооценивают, считая его лишь второстепенным этапом. На деле, от качества продувки напрямую зависит конечный результат – чистота и целостность детали, а также срок службы оборудования. Многие производители фокусируются на параметрах самого формовочного процесса, забывая о тонкой настройке воздушного потока. Понимаю, что это не всегда очевидно, но опыт подсказывает: неправильные параметры продувки могут привести к серьезным проблемам – от дефектов поверхности до преждевременного износа форсунок.
Основные проблемы, возникающие при продувке пленки
Первая проблема, с которой сталкиваюсь постоянно – неравномерность продувки. В зависимости от толщины пленки, геометрии детали и давления воздуха, воздушный поток может быть слишком слабым в некоторых областях и избыточным в других. Это приводит к неравномерному удалению остатков расплава и образованию дефектов. Например, при изготовлении сложных деталей с глубокими углублениями, часто наблюдается образование пузырей или 'разрывов' в пленке из-за недостаточной эффективности продувки в этих зонах.
Вторая распространенная проблема – загрязнение форсунок. Остатки расплава, которые не были полностью удалены при продувке, со временем накапливаются на форсунках, снижая их эффективность и приводя к увеличению времени цикла производства. Это особенно актуально при работе с материалами, которые склонны к образованию шлака или других загрязнений.
И, наконец, третья – неоптимальное использование воздушного потока. Слишком сильный воздушный поток может приводить к деформации детали или повреждению пленки. Это не только ухудшает качество конечного продукта, но и увеличивает затраты на материалы и производство.
Влияние параметров продувки на качество детали
Соотношение давления воздуха, температуры воздуха и времени продувки – ключевые параметры, влияющие на качество детали. Необходимо тщательно подбирать эти параметры в зависимости от типа используемого материала, толщины пленки и геометрии детали. Как правило, существует оптимальный диапазон значений для каждого параметра, в котором достигается наилучший результат.
Мы часто экспериментируем с различными режимами продувки при работе с полиамидами. Оказывается, небольшое изменение температуры воздуха (всего несколько градусов) может существенно повлиять на скорость удаления остатков расплава и на качество поверхности детали. Слишком высокая температура может приводить к деформации пленки, а слишком низкая – к недостаточной эффективности продувки. Это требует постоянного мониторинга и контроля параметров.
Помимо основных параметров, важно учитывать и другие факторы, такие как форма и размер форсунок, а также расположение воздуховодов. Оптимальная конструкция системы продувки обеспечивает равномерный воздушный поток по всей поверхности детали и предотвращает образование 'мертвых зон'.
Практические решения для оптимизации продувки
Для решения проблем, связанных с продувкой пленки, можно использовать различные методы и технологии. Во-первых, это оптимизация параметров продувки. Для этого можно использовать специализированное программное обеспечение, которое позволяет моделировать воздушный поток и подбирать оптимальные параметры для конкретного типа детали и материала. В ООО Шаньдун Лунхан Вентилятор мы активно используем подобные инструменты для разработки систем продувки под индивидуальные нужды заказчиков.
Во-вторых, можно использовать различные типы форсунок. Выбор типа форсунок зависит от геометрии детали и требуемой эффективности продувки. Например, для работы с деталями с глубокими углублениями лучше использовать форсунки с направленным потоком воздуха. В-третьих, можно использовать системы контроля и управления параметрами продувки. Эти системы позволяют автоматически регулировать давление воздуха, температуру воздуха и время продувки в зависимости от текущих условий производства. Наш опыт показывает, что внедрение таких систем может существенно повысить эффективность и надежность процесса.
Иногда решение оказывается простым: увеличение расхода воздуха или корректировка угла наклона воздуховода. Но это требует тщательной оценки и может привести к нежелательным последствиям, если не учитывать все факторы. Мы однажды столкнулись с проблемой неравномерной продувки при производстве сложных деталей с большим количеством мелких элементов. Оказалось, что причиной проблемы была недостаточная мощность вентилятора. Замена вентилятора на более мощный позволила решить проблему, но потребовала внесения изменений в конструкцию системы продувки.
Контроль качества и мониторинг процессов
Регулярный контроль качества деталей, прошедших процесс demoulding с продувкой пленки, играет важную роль в выявления проблем и предотвращении повторения ошибок. Это может включать в себя визуальный осмотр, измерение размеров детали и анализ качества поверхности. Также важно проводить мониторинг параметров продувки в режиме реального времени, чтобы вовремя выявлять отклонения от нормы и принимать корректирующие меры.
ООО Шаньдун Лунхан Вентилятор предлагает комплексные решения для автоматизированного контроля качества процессов, включая системы визуального контроля, системы измерения размеров и системы анализа качества поверхности. Эти системы позволяют обеспечить высокий уровень контроля качества на всех этапах производства и снизить вероятность выпуска дефектной продукции.
В заключение, хочу подчеркнуть, что продувка пленки – это не просто один из этапов OEM промышленного demoulding, а сложный и многогранный процесс, требующий тщательной настройки и контроля. Недооценка этого процесса может привести к серьезным проблемам, как техническим, так и экономическим. Поэтому, при проектировании и оптимизации процесса продувки пленки, необходимо учитывать все факторы и использовать современные технологии и методы.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
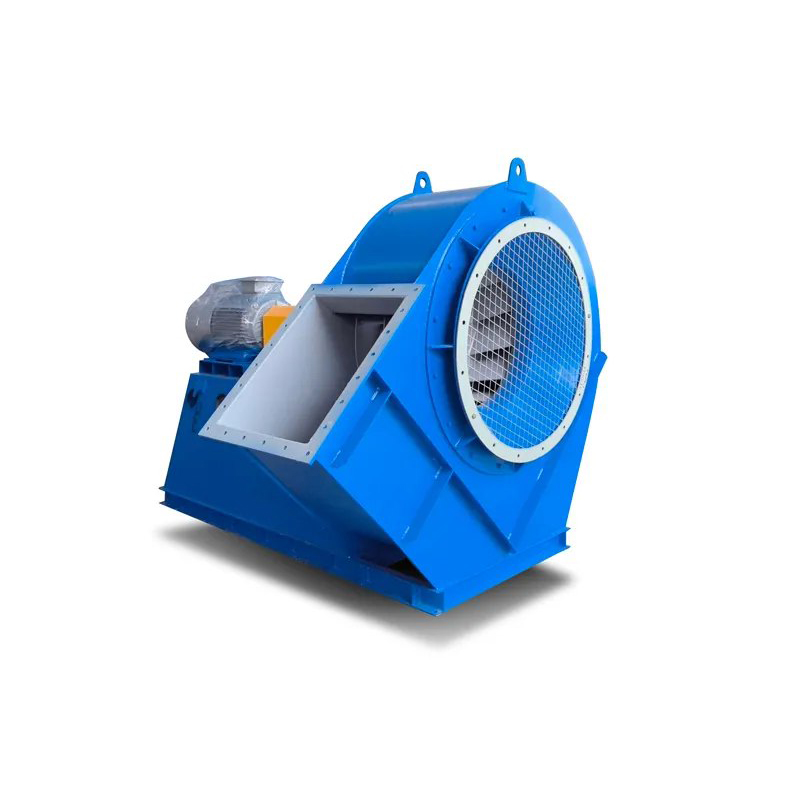
 4-68 серия низконапорный центробежный вентилятор
4-68 серия низконапорный центробежный вентилятор -
 Воздуходувка Рутса отрицательного давления
Воздуходувка Рутса отрицательного давления -
 Паровой компрессор MVR
Паровой компрессор MVR -
 Трехлепестковая воздуходувка Рутса (улучшенный тип)
Трехлепестковая воздуходувка Рутса (улучшенный тип) -
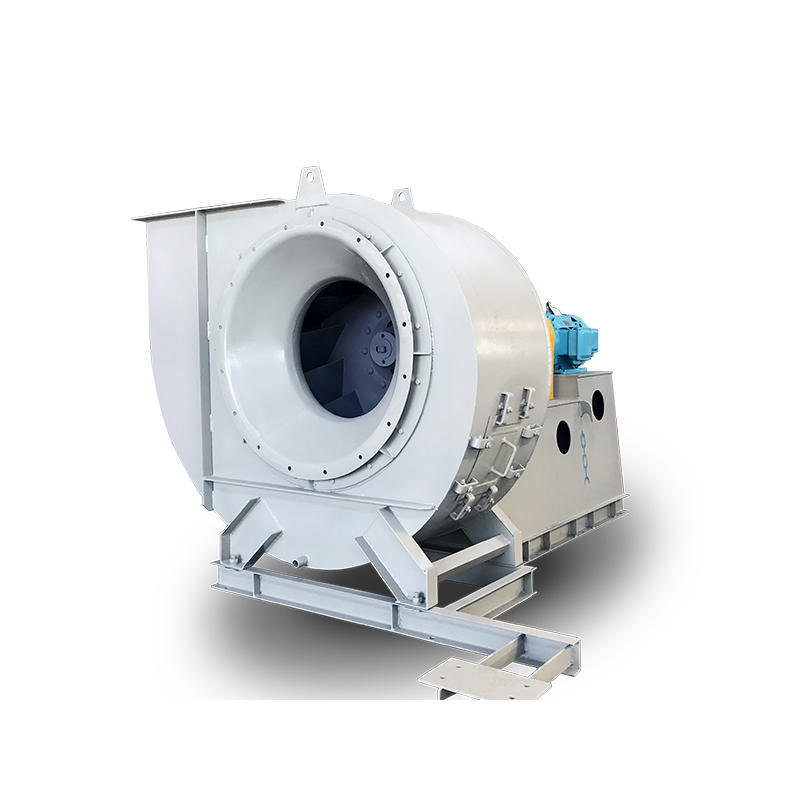
 Центробежный вентилятор высокого давления серии 9-26
Центробежный вентилятор высокого давления серии 9-26 -
 Центробежный вентилятор среднего давления серии 5-51
Центробежный вентилятор среднего давления серии 5-51 -
 Осевые вентиляторы
Осевые вентиляторы -
 Трехлепестковая воздуходувка Рутса (прямой привод)
Трехлепестковая воздуходувка Рутса (прямой привод) -
 4-73 серия низконапорный центробежный вентилятор
4-73 серия низконапорный центробежный вентилятор -
 Центробежный вентилятор среднего давления серии 5-47
Центробежный вентилятор среднего давления серии 5-47 -
 4-72 серия низконапорный центробежный вентилятор
4-72 серия низконапорный центробежный вентилятор -
 Центробежный вентилятор среднего давления серии 6-51
Центробежный вентилятор среднего давления серии 6-51
Связанный поиск
Связанный поиск- Установки для центробежных вентиляторов с вращением
- Производители насосов для транспортировки порошка под отрицательным давлением
- Вентиляторы для удаления пыли в Китае
- Дешевый вентилятор с принудительной тягой -7 тип
- OEM туннельный вентилятор
- Китай завод центробежного вентилятора 200
- Цена центробежного вентилятора с характеристиками
- Цены на вентилятор с принудительной тягой
- Циклонный пылеуловитель в Китае
- Вентиляторы для уплотнения в Китае